Contenido: [hide]
- Tuberías de polietileno
- Reglas básicas de soldadura
- Soldadura tubular
- Soldadura de varilla
- Soldadura por termistor
Tuberías de polietileno
Las características físicas y químicas de los grados modernos de polietileno permiten el uso de este material en la construcción de tuberías de agua y tuberías de gas.

Debe tenerse en cuenta que solo los tubos de la misma marca, un diámetro y un espesor de pared deben estar soldados.La conexión de productos de diferentes marcas o con diferentes espesores de pared es posible solo en un soldador termoestable especial.
Las tuberías de polietileno, por sus características, no solo no ceden al acero tradicional, sino que también tienen varias ventajas: son relativamente baratas, no están sujetas a corrosión, tienen una baja conductividad térmica, brindan pérdidas mínimas en las redes de calefacción, no se rompen cuando se congela el agua en ellas., tienen la flexibilidad que facilita la instalación.La soldadura de tuberías de polietileno es más fácil y más barata que el acero, con la resistencia de las uniones no inferior a la resistencia de los materiales en sí.
Cuando se colocan tuberías, se utilizan tuberías fabricadas con polietileno de grados de baja presión de PE 80 y PE 100. La marca PE 63, más conocida por los consumidores como la marca 273 bajo la antigua clasificación, actualmente no se usa prácticamente en tuberías.
Las tuberías de PE 80 se fabrican en diámetros de 16-1600 mm y pueden soportar una presión de 0,5-1,5 MPa.Tales características nos permiten usarlos no solo para fines domésticos, sino también enConstrucción industrial de tuberías de agua y gasoductos.
Los tubos de polietileno PE 100, que aparecieron en el mercado no hace mucho tiempo, se fabrican con un diámetro de 20 a 1600 mm y son adecuados para tuberías con una presión de 1-1,6 Mpa. La relación entre el diámetro exterior y el espesor de la pared (DEG) es de 7 a 26.
Volver a contenidos
Reglas básicas de soldadura
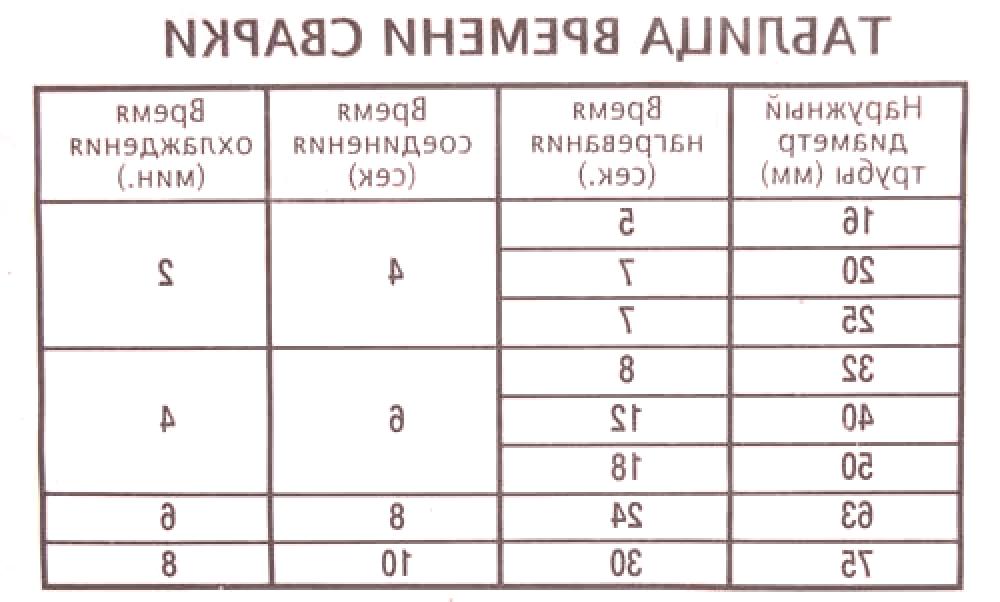
Tabla de tiempos de soldadura de tubos de polietileno.
La soldadura PIP es una de las etapas más importantes en el tendido de tuberías. Por soldadura, el polietileno se entiende como el proceso de obtener una conexión continua e inseparable de los dos elementos debido a su fusión, penetración mutua y posterior enfriamiento. Debe tenerse en cuenta que solo se deben soldar tubos de una marca, un diámetro y un espesor de pared. La conexión de productos de diferentes marcas o con diferentes espesores de pared es posible solo en un soldador termoestable especial.
Antes de comenzar el trabajo, los extremos de la soldadura deben limpiarse de suciedad y desengrasarse, si es necesario, para afilarlos. Los extremos libres de las tuberías deben cerrarse con tapones para evitar perturbar el régimen de temperatura. Todo el proceso de soldadura debe llevarse a cabo en una superficie igual. También se recomienda minimizar las influencias externas. Si la soldadura se realiza en áreas abiertas, si es necesario, debe colocar una barrera contra el viento, en climas cálidos, para cubrir la superficie a soldar de la luz solar directa. Cualquier acción mecánica antes del enfriamiento completo de la costura debe ser excluida. SoldaduraLas tuberías de polietileno se conducen de acuerdo con los requisitos de seguridad contra incendios.
Volver a los contenidos
Soldadura tubular
Es mejor usar máquinas mecánicas incluidas en el ensamblaje de tuberías con un diámetro de más de 50 mm.Centrado y ajuste por co-regulación.
Con la soldadura tubular, los tubos se conectan por medio de accesorios especiales que se sueldan sobre ellos.El proceso se lleva a cabo utilizando una soldadora manual o mecánica, que es una placa de calentamiento con manguitos de teflón variables bajo diferentes diámetros y accesorios para accesorios.Por un lado, el tubo se inserta en el manguito, por el otro, el accesorio se planta en el adaptador.El movimiento es gradual, ya que el diámetro exterior del tubo es ligeramente más grande que el diámetro interior del manguito.Del mismo modo, el diámetro interior del embrague es ligeramente más pequeño que el diámetro exterior del adaptador.Cuando se calienta, el exceso se quita de un rodillo, lo que se denomina celosía.Después de que ambas partes se detienen, se retiran y se acoplan rápidamente, obteniendo una fuerte conexión sellada.
La soldadura tubular de pequeño diámetro se realiza mediante un aparato de mano.Para conectar tuberías con un diámetro de más de 50 mm es mejor usar máquinas mecánicas, que incluyen un centralizador y adaptadores para ajustar la coexistencia.Los accesorios en ángulo permiten la conexión en ángulo.
Volver a los contenidos
Soldadura de varilla

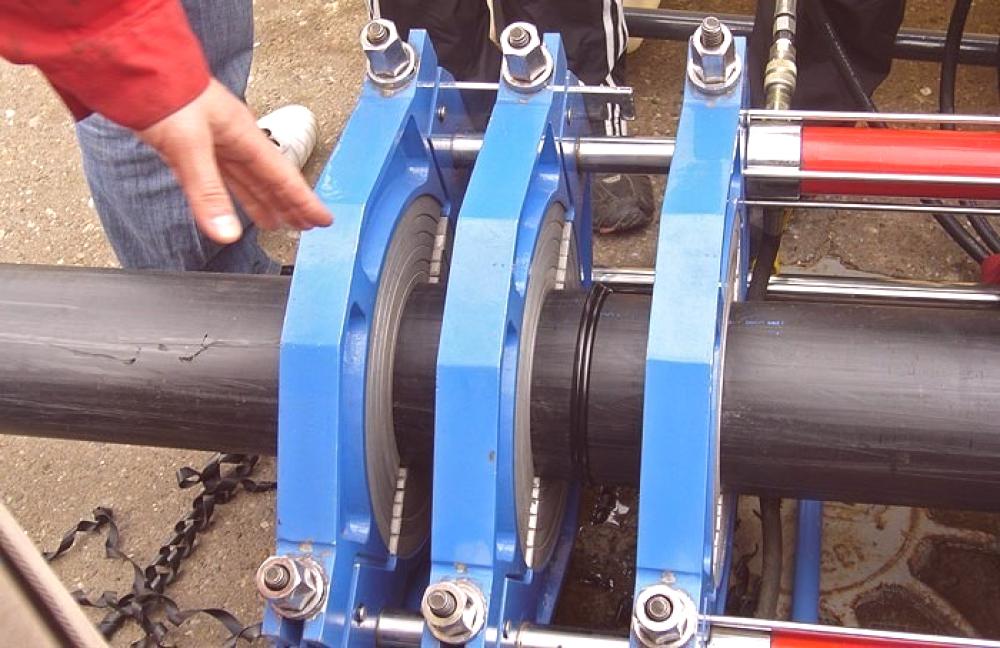
El proceso de conexión se realiza automáticamente, lo que es necesarioCuando se trabaja con grandes diámetros. Los modos de soldadura se configuran manualmente.
Soldadura de tuberías en el revestimiento: la forma más común y barata de conectarlas. El método se basa en el calentamiento de los extremos con la posterior unión de los presurizados. Se utiliza para conectar tuberías con un diámetro de más de 50 mm y una pared de más de 5 mm. No se permite soldar un revestimiento de composición desigual de materiales poliméricos. Es deseable que todos los productos estén en un lote.
El cableado se realiza en varias etapas:
- instalación, centrado y fijación de las abrazaderas de tubería;
- empalme mecánico;
- verificación de coherencia;
- calentar los extremos con un espejo soldado;
- extracción de un espejo de soldadura, una conexión de tuberías de un revestimiento bajo presión;
- enfriamiento.
El equipo de soldadura de ductos se divide en manual, semiautomático y automático. Las soldadoras manuales son las más sencillas, diseñadas para trabajar más con diámetros pequeños. Todos los parámetros del proceso son dados directamente por el soldador, basados en los datos de la tabla de instrucciones. La conexión de los extremos después del calentamiento se realiza manualmente.
Las máquinas de soldadura semiautomáticas están equipadas con un sistema hidráulico, que incluye una estación hidráulica y un centralizador. El proceso de conexión se realiza automáticamente, lo que es necesario cuando se trabaja con diámetros grandes. Los modos de soldadura se configuran manualmente.
x
En los dispositivos automáticos, la participación humana se minimiza. El soldador solo establece el diámetro, SDR, y la marca de polietileno. El resto es todoEl trabajo se realiza en el coche.La soldadura de varilla mediante dispositivos automáticos minimiza el riesgo de un factor humano, pero su costo es lo suficientemente alto, por lo que los dispositivos semiautomáticos se usan con más frecuencia y el modo se establece manualmente en la mesa de la soldadora.
Entre los datos de la tabla, no hay un indicador tan importante como la temperatura del calentador.Para todos los productos de la marca PE 100, es constante y equivale a 220 grados Celsius.Para un material PE 80, la temperatura de calentamiento varía de 200 a 220 ° C, dependiendo del grosor de la pared.Estos datos se muestran en la tabla.
La etapa obligatoria de los trabajos de soldadura es verificar la calidad de la conexión completada.En el caso de una escasez, el trabajo adicional se suspende para corregir una junta en particular.Las costuras de soldadura se verifican de acuerdo con los requisitos técnicos.
x
Contenido
Soldadura por resistencia térmica
La soldadura por resistencia térmica de tuberías IPD es un método bastante costoso, pero en algunos casos no es una alternativa.Se utiliza cuando se conectan tuberías de diferentes espesores de la pared, hechas de diferentes polímeros, para cortar corrientes de sillín en la tubería existente, durante trabajos de reparación, así como en secciones complicadas y responsables de tuberías de gas y tuberías de agua.
La tecnología de soldadura por termistor se basa en el calentamiento integrado directamente en el embrague de los elementos calefactores, la mayoría de las veces en forma de espiral.Después de recoger el diseño de los contactos especiales en el acoplamiento, se alimenta la corriente eléctrica de la máquina soldadora, se calientan los calentadores,Fusionando el polietileno y proporcionando una conexión sellada.Debido al acoplamiento incorporado de los serpentines de calentamiento, dicha soldadura también se llama electromotriz.
x
Todo el proceso tecnológico es el siguiente:
Si una unidad de asiento está soldada a la tubería principal, la operación se lleva a cabo en la siguiente secuencia:
x
El control de calidad es obligatorio. Los detalles deben ajustarse perfectamente al cumplimiento de la circunscripción, uno de los criterios principales.