Contenido: [hide]
- Métodos de soldadura de polietileno
- Tecnología de soldadura de polietileno
- Soldadura electromotriz
- Soldadura de polietilenoLas tuberías hechas de polietileno (HDPE o PE) se utilizan cada vez más en la actualidad para la instalación de tuberías industriales.
Tuberías hechas de polietilenopropósito, y para las necesidades del hogar: construcción de tuberías sin presión y de presión, montaje de sistemas de suministro de agua domésticos.La demanda sostenida de estos productos se debe a la alta calidad y los precios relativamente bajos.
Las tuberías de polietileno reticulado tienen alta calidad y bajo precio, resistencia a las influencias externas.
Las tuberías de polietileno sin soldadura se consideran resistentes a cualquier influencia externa y son particularmente confiables.
La soldadura de tuberías de PE requiere que un maestro de casa sepa los parámetros de este proceso.A continuación hay algunas formas posibles de soldar con sus propias manos y las peculiaridades de llevarlo a cabo.
Conexión por cable de tuberías de polietileno

Las tuberías para la colocación de tuberías deben colocarse en zanjas.
Durante la instalación del suministro de agua desde el exterior de la tubería, el tendido debe realizarse de manera cerrada, es decir, tendido en zanjas.La conexión de tuberías IPD, por regla general, se realiza mediante uniones no separables.La instalación de tuberías de PE puede llevarse a cabo con el uso de juntas desmontables.Aunque esto no es obligatorio, se debe seleccionar un determinado método de soldadura en cada caso individual.tuberías
Durante la construcción de uniones integrales, se utilizan dos tipos de soldadura:
- electromotriz;
- La soldadura de tuberías es atada.
Si se requiere una conexión de empalme, use:
- conexión con esquinas, accesorios y bridas especiales;
- conexión con la instalación de varios sellos elásticos "campana".
Las conexiones de empalme se usan con mayor frecuencia cuando se instala el interior de la tubería.Las conexiones que utilizan todo tipo de accesorios, esquinas y bridas son bastante simples, por lo que incluso una persona sin experiencia puede hacerlo.
Volver a los contenidos
Tecnología de soldadura de polietileno
Dado que la soldadura de tubería o electromotor se utiliza en la instalación de la tubería, la tecnología de estos procesos debe considerarse con más detalle.
Volver a los contenidos
Soldadura electrosoldada

Las esquinas o accesorios electrosoldados son necesarios para la soldadura eléctrica.
Este tipo de soldadura se utiliza para la instalación de una tubería sin presión: sistemas de drenaje, sistemas de alcantarillado por gravedad y otros.Para llevar a cabo el proceso, se requiere la presencia de esquinas o accesorios de soldadura eléctrica.Este tipo de conexión se puede utilizar para tuberías con un PND de diferentes diámetros y con diferentes grosores de pared.La instrucción prevé acciones de acuerdo con el siguiente algoritmo:
- prepare todas las partes necesarias para el trabajo, despeje el lugar de trabajo;
- seleccionar las características.Trabajos de soldadura en función del tamaño de las piezas y tuberías selladas;
- limpie a fondo las superficies internas de la fuerza electromotriz de la contaminación, así como la superficie de los tubos de conexión con el IPA, esquinas, accesorios y otros elementos usados. Use un líquido volátil (por ejemplo, alcohol) para desengrasar y limpiar simultáneamente las piezas;
- Para evitar la inundación de polietileno de alta temperatura fundido en el interior, los extremos de los artículos soldados deben recortarse de manera suave y cuidadosa;

Antes de soldar, limpie bien la superficie de los tubos de conexión.
- eliminar la capa oxidada formada durante la producción de la superficie de las piezas, utilizando raspadores especiales;
- controlando la coaxialidad, fije los tubos en el posicionador;
- use una cinta adhesiva para proteger aún más el lugar de la soldadura del polvo;
- los extremos abiertos de las tuberías deben cerrarse con tapones para evitar pérdidas de calor improductivas;
- la tensión se aplica a las conclusiones del electromotor, y la conexión se calienta soldando las piezas.
Regresar a contenidos
Soldadura de revestimiento de tuberías de polietileno
La tecnología de soldadura de los productos del cordón de HDPE tiene algunas diferencias. De esta manera, se sueldan las tuberías cuyas paredes tienen un espesor de pared de más de 5 mm y un diámetro de más de 50 mm. La base de esta tecnología es el calentamiento de los extremos de las tuberías con la ayuda del elemento calefactor antes del inicio del proceso de fusión. Al conectar los tubos.La conexión de partes en este estado se produce a nivel molecular.Las soldaduras de punto de las tuberías de polietileno son las siguientes:
La base de la soldadura de tuberías IPD es el calentamiento de los extremos de las tuberías antes de que comience el proceso de fusión.
- las caras de los extremos de los tubos de PND se insertan en el aparato, y se coloca una placa calentada entre ellos;
- se presionan contra la placa con una cierta fuerza de presión y resisten antes de que comience el proceso de fusión.El tiempo de calentamiento depende directamente del diámetro del material y la potencia del aparato;
- después de alcanzar el grado de calentamiento requerido, se retira la placa y las tuberías conectan el revestimiento, dándoles presión;
- Lo único que queda es esperar hasta que el material de polímero se enfríe completamente.
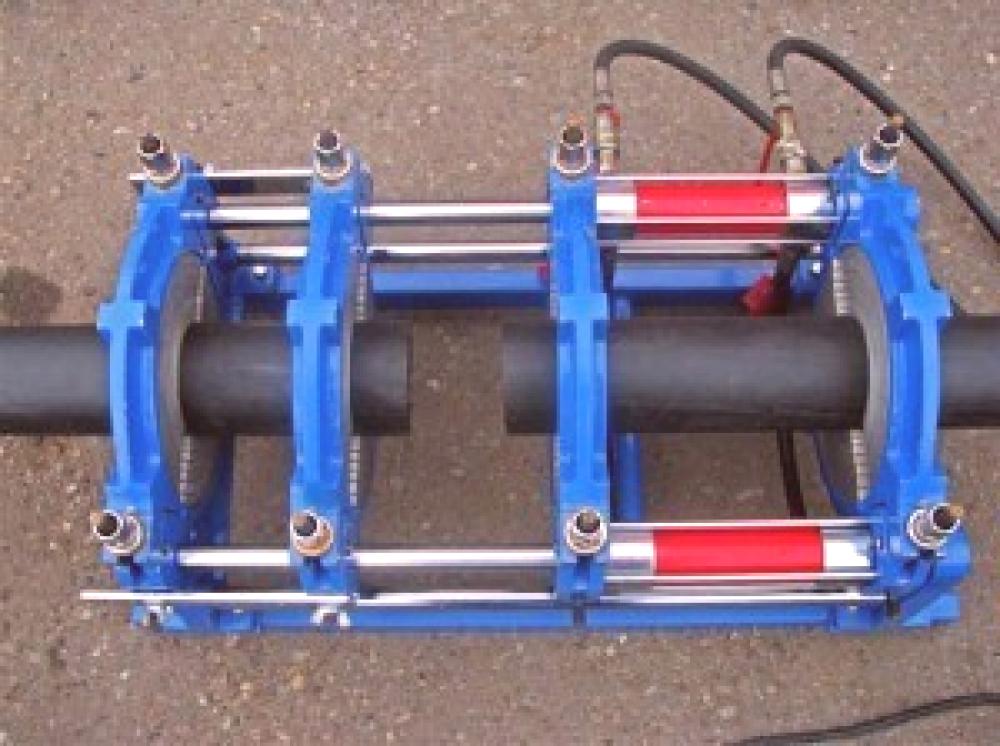
Para que la soldadura conjunta de tubos con HDPE pase de forma rápida y con la mayor precisión posible, los dispositivos más utilizados con un accionamiento hidráulico o mecánico.El equipo más avanzado está equipado con software de control.Tales dispositivos tienen varias ventajas:
- la capacidad de calcular con precisión el tiempo requerido para soldar una cierta cantidad de piezas;
- control del proceso a nivel automático, que excluye el efecto del factor humano.
x
Antes de soldar el revestimiento, es necesario clasificar cuidadosamente las piezas de acuerdo con el lote de entrega, para probar la elasticidad de los productos.Lo mejor es soldar los elementos que se lanzan en un lote.
Volver a los contenidos
Verificación de la calidad de las soldaduras

Antes de continuar con los tubos, procedaDespués de un cuidadoso control de las uniones soldadas.
El control de la calidad adecuada de los puntos producidos es una parte integral del proceso.Continúe procesando las tuberías solo después de un examen minucioso de todos los puntos.La conexión puede considerarse cualitativa solo si cumple con los requisitos técnicos.La tubería, que se ensambla a partir de tuberías con uniones perfectas, durará varias décadas, sin reparaciones ni mantenimiento adicional.Los requisitos básicos para la calidad de la conexión de las partes con el HDPE en una inspección visual:
- la junta no debe estar debajo de la superficie general de la tubería y debe verse como un surco en llamas;
- La coaxialidad de las tuberías debe sostenerse con la mayor precisión posible.El desplazamiento de los productos soldados no debe en ningún caso ser más del 10% del espesor de la pared.Por ejemplo, al soldar tubos de polietileno con un espesor de 5 mm, el valor del desplazamiento no debe exceder de 0,5 mm;
- La altura de los rodillos, que se forman dentro de las tuberías y en su superficie exterior, es limitada.Al soldar piezas con un grosor de pared de 5 mm, la altura del eje no debe ser superior a 2,5 mm.La altura del rodillo está limitada a 5 mm si el grosor de las tuberías es de 6-20 mm.
Si las uniones de los componentes del IPA cumplen todos los criterios, la tubería recibida se ejecuta de manera cualitativa.
x
Lista de instrumentos requeridos:
- unidad hidráulica;
- herramienta eléctrica;
- contenedor para tablero de instrumentos y espejo de soldadura, caja de control;
- elemento calefactor con regulador de temperatura;
- centralizador;
- inserto (40-630 mm) dependiendo del tipo de máquina utilizada;
- accesorios, bridas, juntas elásticas en el caso de una conexión de empalme.