Contenido: [ocultar]
- Tecnología de ensamblaje de tubos de polipropileno
- Herramientas necesarias
- Proceso de instalación
No hace mucho tiempo, la instalación del suministro de agua era utilizada exclusivamente por tuberías metálicas, pero el progreso no estaba en su lugar, y la sustitución de una instalación pesada y difícil de productos venía componentes que satisfacían los requisitos modernos: el plástico.

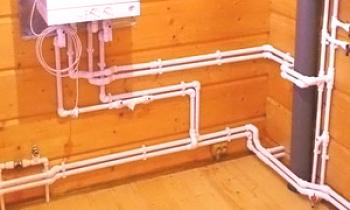
Esquema de montaje para tubos de polipropileno.
Los tubos de polipropileno más baratos, confiables, fáciles de usar, baratos y sin servicio han ganado los corazones de los plomeros y plomeros de todo el mundo.
Las uniones de los tubos de polipropileno debidamente soldadas no fluyen, no requieren reparación y reemplazo de juntas, ya que forman una estructura holística, no desmontable. Si bien la recopilación de comunicaciones de las tuberías comunes no puede durar una hora, la instalación de una tubería de agua con componentes de polipropileno no es un gran esfuerzo y puede ser ejecutada prácticamente por todos, y desde las herramientas solo se necesita un soldador especial, una cuchilla y una herramienta de medición.
Esquema de instalación de tubos de polipropileno.
Además de las ventajas obvias de este material, tiene una cierta característica que debe conocer antes de emprender la construcción del suministro de agua. Las tuberías de polipropileno tienen un coeficiente de expansión lineal bastante alto. Esto significa que al aumentar su propia temperatura, tienen la propiedad de aumentar tanto en longitud como en anchura. Para entender cuánto aumentará la tubería en la práctica,Hay una fórmula para la cual puede calcular la extensión real de la tubería.Cambio de la longitud del gráfico = coeficiente de expansión lineal * longitud del sitio * diferencia de temperatura, donde la diferencia de temperatura significa la diferencia entre la temperatura a la que se llevó a cabo la instalación y la temperatura del calentamiento.Los tubos de polipropileno existen en dos variedades: reforzado y convencional (no reforzado).Dependiendo del tipo de tubo de polipropileno, el coeficiente de expansión lineal también se cambia.Para ordinario, no reforzado, es igual a 0,15, para fibra de vidrio reforzada - 0,06, y para el coeficiente reforzado con lámina de aluminio es de 0,05.
Tecnología de instalación de tuberías de polipropileno
Volver a contenido
Herramientas necesarias
Realizamos el montaje utilizando las siguientes herramientas:
x
- aparatos para soldar tubos de polipropileno;
- puntas para soldador;
- material de frotamiento;
- tijeras de tubo;
- cabecera;
- Ruleta;
- afeitadora (herramienta para remover lámina de tubos reforzados);
- marcador;
- clips;
- guantes;
- tubos de polipropileno.
Volver a los contenidos
Proceso de instalación
Esquema de montaje y soldadura de tubos de polipropileno.
Todos los trabajos de instalación de tubos de polipropileno se llevan a cabo en una habitación bien ventilada a una temperatura no inferior a 0 grados centígrados.A temperaturas más bajas, el plástico curará más rápido de lo necesario, lo que causará compuestos de baja calidad.
Es necesario decidir sobre la elección de las tuberías.Para agua calienteLas más adecuadas son reforzadas debido a su menor coeficiente de expansión lineal, y para el frío vendrá la tubería gruesa no reforzada habitual.Las tijeras deben cortar el tubo de polipropileno de la longitud requerida.Si el tubo está reforzado con aluminio, la afeitadora se retira del lado exterior de la lámina, ya que no se realizará el ajuste de la conexión y el tubo sin limpiar.Esta operación se lleva a cabo en el caso de que la capa de aluminio pase desde el exterior.Cuando el tubo está reforzado con papel de aluminio en el interior, es decir, el metal está cubierto con plástico en ambos lados, la afeitadora no es necesaria, porque el refuerzo no impide una adhesión de calidad.Además, las adherencias son desengrasadas y secadas.
El aparato de soldadura tiene una cabeza de teflón recubierta de teflón para proporcionar un antiadherente, con dos lados, para la tubería y para la conexión.Las cabezas tienen diferentes diámetros.Antes de encender el dispositivo, es necesario reparar los que se utilizarán para los componentes seleccionados en el mercaptán calentado.Es necesario fijar el dispositivo para soldar en el soporte y ajustar su temperatura de calentamiento a 260 grados centígrados.Cuando la unidad se calienta (aproximadamente 5 minutos), el tubo se inserta en la boquilla caliente, y el accesorio colocado en ella se coloca en el lado opuesto de la boquilla hasta el tope.El diámetro interno de la conexión debe ser ligeramente más pequeño que el diámetro exterior de la tubería.No permita movimientos de rotación al colocar el tubo y el accesorio a la cabeza montada en la máquina, ya que esto puede dañarlos, lo que resultará en una adherencia de mala calidad.Despues del procedimientoLas boquillas están completas, es necesario esperar hasta que los elementos del futuro del sistema de suministro de agua estén suficientemente calientes.
x
En las instrucciones para cada aparato de soldadura hay información que indica el tiempo de espera con respecto al diámetro de los tubos y la profundidad de la soldadura. El tiempo de espera puede determinarse también por el método de varias muestras con un aumento constante en el tiempo de calentamiento, a partir de 1 segundo. El tiempo de calentamiento seleccionado correctamente es un momento muy importante al unir tuberías de propileno. Las partes mal calentadas se entrelazan débilmente entre sí, y el sobrecalentamiento hará que el agujero en el lugar de conexión sea demasiado estrecho, lo que complica el flujo de agua. Si usa el método de prueba, entonces necesita alcanzar el segmento de tiempo, en el cual el orificio en el lugar de la soldadura será demasiado pequeño, y tomar el período de tiempo de trabajo por un segundo menos.
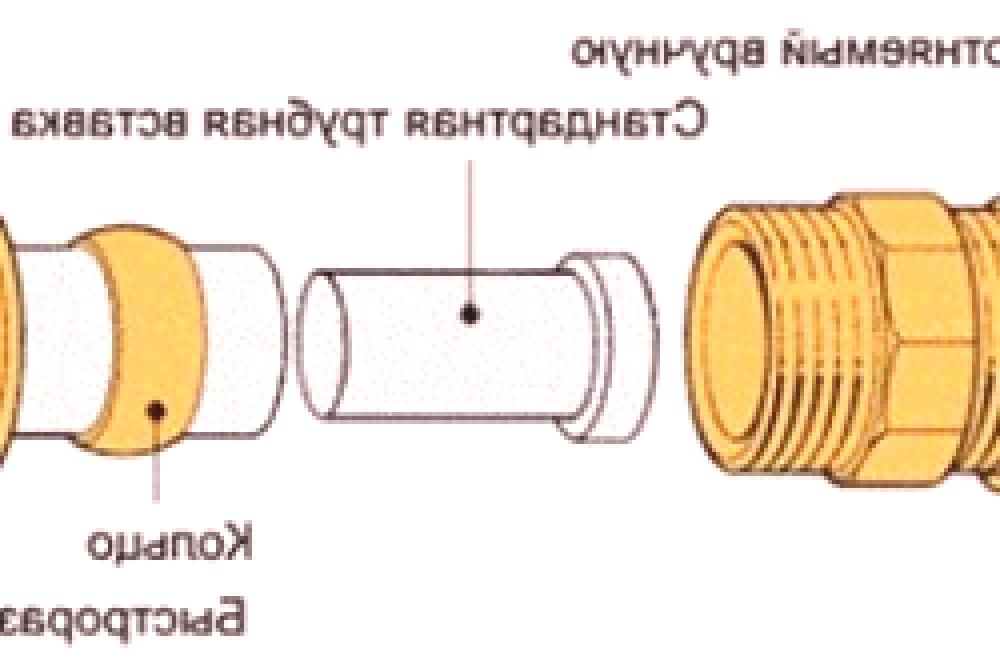
Conexión de rosca de tornillo.
Después de calentar los elementos de la misma manera, sin rotación, se retiran de las cabezas del soldador y se colocan uno sobre otro, y en esta etapa, no se permiten los movimientos de rotación. Si el diámetro de la tubería es inferior a 40 mm, entonces es posible realizar la operación conjunta de forma manual. Cuando el diámetro de la tubería sea más de 40 mm, use herramientas de centrado. El compromiso debe ser cuidadoso, en el curso de ajustar la desviación de la línea recta, no deberían ser. Cuando los detalles están avanzados, debe esperar hasta que las pinzas de plástico fundido se congelen. Para esto, toma solo unos segundos, después de lo cual el tubo y la conexión ya están formando una sola estructura.
Para tubos con un diámetro superior a 60 mm.Se utiliza la tecnología de las articulaciones. Para crear las juntas correctas, los tubos pre-golpean. La soldadora puede equiparse con una cabeza plana especial para soldadura a tope. Después del calentamiento, puede simplemente conectar las partes entre sí con los extremos calentados.
De acuerdo con este algoritmo, toda la estructura de las tuberías se ensambla, y solo después de esto se adhiere a las paredes y a los componentes de entrada-salida del suministro de agua: fuentes de agua fría y caliente, ciruelas de aguas residuales. Al colocar una tubería desde una caldera de calefacción, es necesario usar un tubo metálico con una longitud mínima de 0,5 m como adaptador entre la caldera y la tubería de plástico
x
http://youtu.be/Feks4uC2YHc
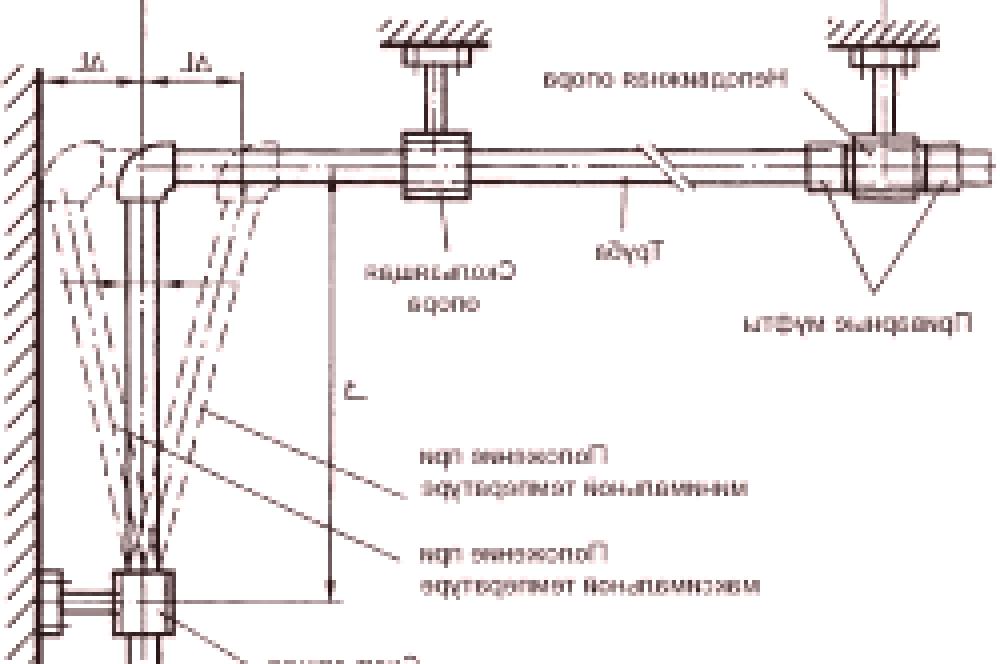
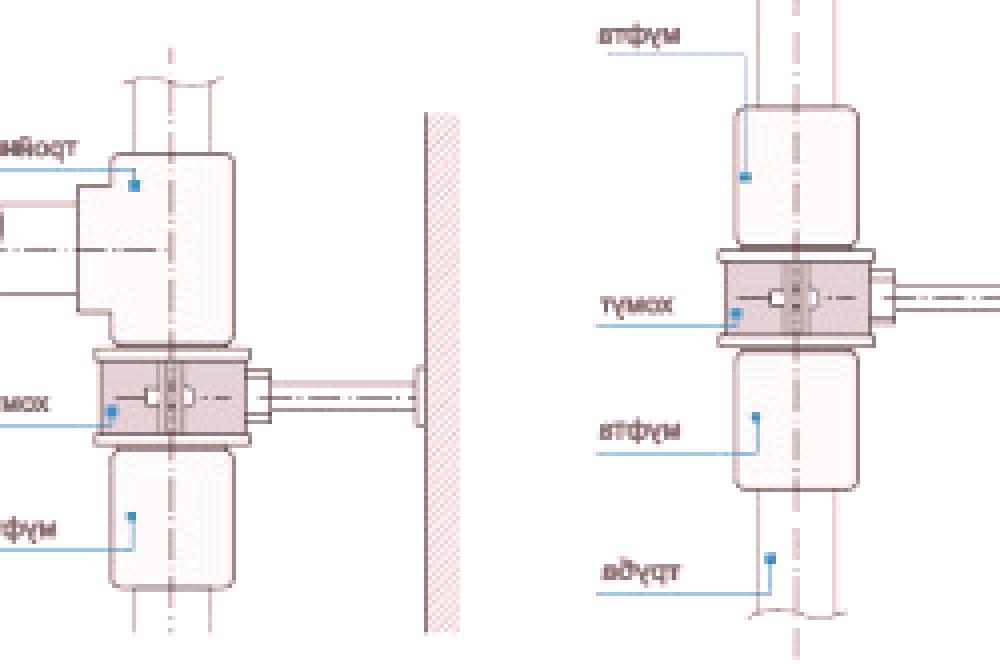
Debido a su mayor capacidad, la instalación de tubos de polipropileno debe realizarse en parte en los clips o en otros sujetadores, lo que permite que las comunicaciones caminen dentro de ellos . En el proceso de trazado de la tubería, se divide en secciones, cuyos bordes se fijan a los soportes estacionarios, y para el montaje de la parte interior, se utilizan soportes móviles, deslizantes y estructuras de compensación para preservar la integridad de las tuberías durante su movimiento y expansión debido a la diferencia de temperatura. La tecnología para colocar el suministro de agua dentro de las paredes implica el uso de cubiertas especiales que se encuentran en la pared, y luego ya se pierden la comunicación. Hay formas de compensar la expansión lineal con ciertos elementos integrados en el esquema de comunicaciones que impidenCurvas excesivas, males de tubería, y la posibilidad de que simplemente estallen.Las estructuras de compensación son de los siguientes tipos: eje en forma de G, en forma de P, de bucle y desplazado de la tubería.
x
Al final del trabajo de soldadura, las cabezas de la soldadora se limpian de plástico fundido, hasta que se solidifica, con un paño de limpieza.