Cuando la soldadura eléctrica para calentar el metal use un arco eléctrico.Ocurre entre la parte y el electrodo, una varilla de metal conductor (a veces de no metales).De la temperatura del arco se funde el metal.La zona de fusión en el punto de conexión de las piezas, se denomina costura de soldadura (soldadura).Para diferentes metales y diferentes tipos de compuestos, la técnica de soldadura, la posición del electrodo, la velocidad de su movimiento, la amplitud pueden cambiar.Cómo cocinar una costura correctamente, de modo que la conexión no solo sea confiable, sino también bella, hablemos más.
Tipos de soldaduras y uniones
- 1 Tipos de soldaduras y uniones1.1 Conexión de zócalo (forro de costura) 1.2 Conexión superpuesta 1.3 Conexión de tranvía y ángulo1.3.1 Soldadura de las costuras angulares 1.4 Posición en el espacio
- 1.1 Conexión de zócalo (cordón de costura)
- 1.2 Conexión superpuesta
- 1.3 Tavre y conexión angular1.3.1 Soldadura de juntas de esquina (14 1.3.1 Soldaduras de costuras angulares
- 1.4 Situación en el espacio
- 2 Cómo cocinar la costura2.1 Soldadura de las costuras verticales 2.2 Cómo cocinarCostura horizontal 2.3 Costura de techo
- 2.1 Soldadura de juntas verticales
- 2.2 Cómo recubrir la costura horizontal
- 2.3 Costura de techo
- 3 Soldaduras de limpieza
- 4 Defectos de soldaduras4.1 Materiales no porosos 4.2 Recorte 4.3 Quema 4.4 Poros e impurezas 4.5 Grietas frías y calientes
- 4.1 Neprovari
- 4.2 Recorte
- 4.3 Quema
- 4.4 Poros yentradas
- 4.5 Frío ygrietas en caliente
Las costuras tienen una clasificación bastante amplia. En primer lugar, se dividen según el tipo de sindicato de trabajadores. Dependiendo de los requisitos de fiabilidad, la costura se puede aplicar en uno o ambos lados. Para la soldadura de doble cara, el diseño parece más confiable y mantiene mejor la forma. Si la costura es una, a menudo resulta que el producto se superpone: la costura "tira". Si son dos, estas fuerzas son compensadas.
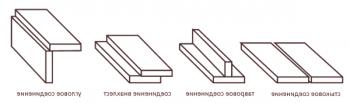
Las costuras de soldadura según el tipo de conexión son tope (puntada), taur, superposición y ángulos (para aumentar el tamaño de la imagen, haga clic en ella con el botón derecho del ratón)
Es impracticable observar que el metal no debe estar oxidado para obtener una soldadura de calidad. Por lo tanto, los sitios de soldadura son pre-zakurivayut o archivos procesados, hasta la desaparición completa de la oxidación. Además, dependiendo de los requisitos, se drene o no el borde.
Conexión de zócalo (hilo de costura)
La costura en el cableado se usa cuando se conecta la chapa metálica o los extremos de los tubos. Los detalles se apilan de modo que entre ellos hay un espacio de 1-2 mm, si es posible abrazaderas firmemente fijadas. En el proceso de soldadura la brecha se rellena con metal fundido.
Chapa metálica fina de hasta 4 mm de grosor soldada sin preparación previa (no se cuenta con óxido en la cuenta, es obligatorio). En este caso, cocinar solo en un lado. Con un grosor de partes de 4 mm, la costura puede ser simple o doble, pero es necesario forrar los bordes de una de las formas presentadas en la foto.
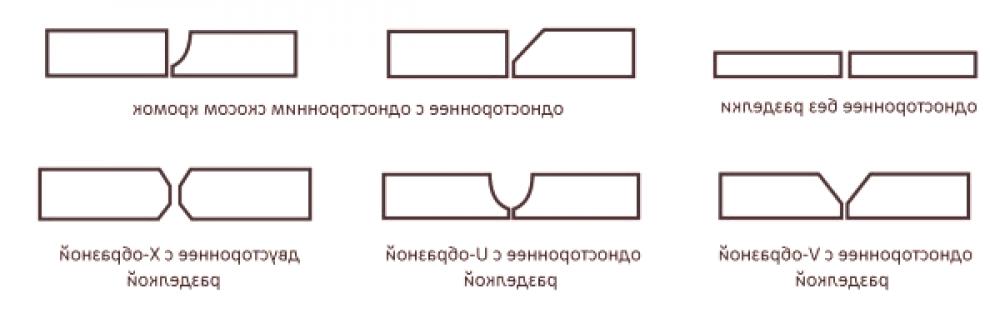
Tipos de preparación de piezas para soldadura de cordón
- Con un grosor de 4 mm a 12 mm, la costura puede ser única. A continuación, el borde se limpia por cualquiera de las formas. Es más conveniente para un grosor de 10 mm hacer una preparación de un solo lado, y las partes más gruesas se limpian más a menudo en forma de letras V. El pelado en forma de U es más difícil de realizar, por lo que se usa con menos frecuencia. Si se aumentan los requisitos de calidad de soldadura, con un grosor de más de 6 mm, es necesario pelar los dos lados y la costura doble, de un lado y del otro.
- Cuando se suelda metal con un grosor de 12 mm de forro, una costura doble precisamente necesaria, es imposible calentar dicha capa en un lado. La poda de los bordes de dos lados, en forma de la letra H. Para usar un grosor de tales bordes en V o en U no es rentable: necesitan rellenar varias veces más metal. Debido a esto, el consumo de electrodos aumenta y la velocidad de soldadura se reduce significativamente.
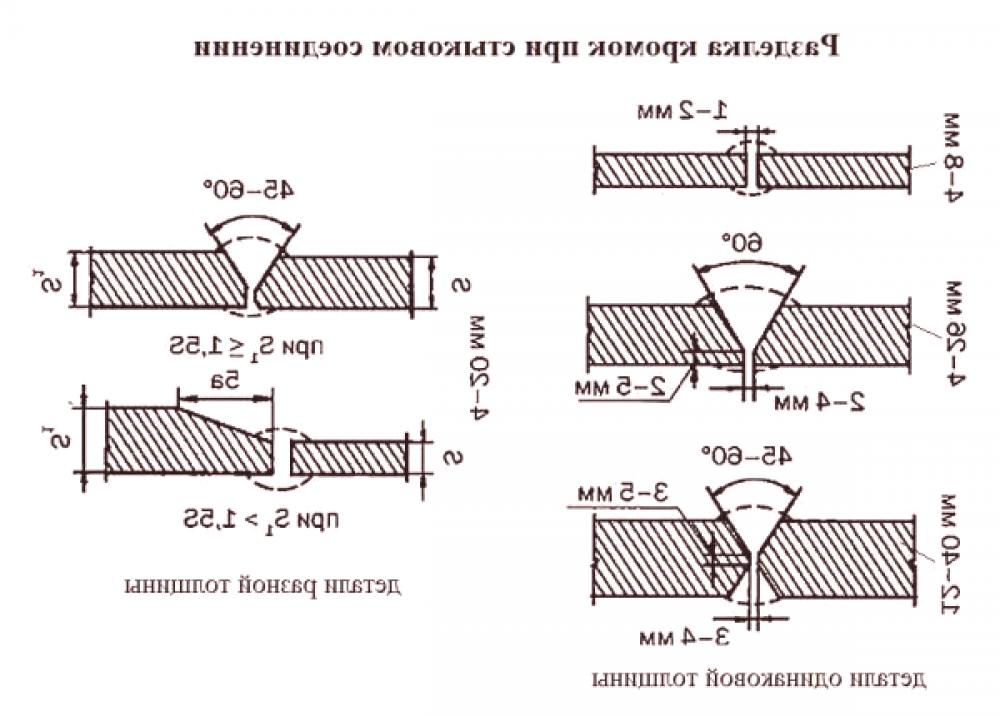
Tratamiento de los bordes metálicos al unir partes (para aumentar el tamaño de la imagen, haga clic con el botón derecho en ella)
Si aún se decide cocinar un metal grande con maquinado unilateral, será necesario rellenar la costura en varias pasadas. Tales costuras se llaman multicapa. Como en este caso, para cocinar, la costura se muestra en la siguiente figura (las cifras indican el orden de colocación de las capas de metal durante la soldadura).
Acerca de la soldadura de la máquina de soldadura por inversor de metal delgado, lea aquí.
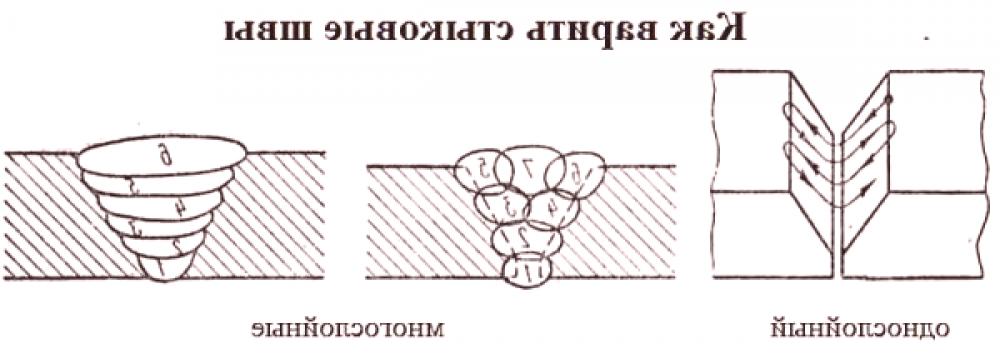
Cómo cocinar una unión de costura: de una capa y multicapa (para aumentar el tamaño de la imagen, haga clic derecho sobre ella)
Conexión de superposición
Este tipo de conexión se utiliza para soldar chapas de hasta 8 mm de espesor. Hervir desde ambos lados para evitar que la humedad llegue a las hojas y no haya corrosión.
Al ejecutar la costura en la parte superior, es necesario elegir el ángulo de inclinación del electrodo correctamente. Debe ser de unos 15-45 °. Entonces se obtiene una conexión fiable. La desviación en una u otra dirección del grueso del metal fundido no está en el límite, pero en el lado, la resistencia de la conexión se reduce significativamente o las partes permanecen sin conexión alguna.
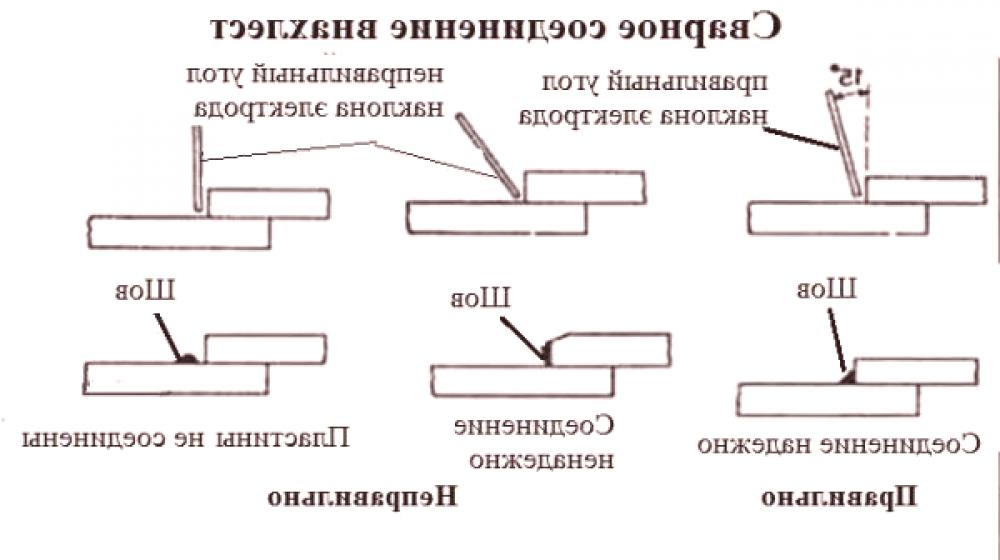
Cómo sujetar correctamente el electrodo en la soldadura superpuesta (para aumentar el tamaño de la imagen, haga clic derecho sobre él)
Tauro y conexión angular
La conexión Tavrov en soldadura es la letra "T", la esquina - la letra "P". La conexión de la taberna puede ser con una costura o dos. Los bordes también se pueden manejar o no. La necesidad de procesar el borde depende del grosor de las piezas soldadas y del número de uniones:
- grosor del metal hasta 4 mm costura simple - sin bordes de acabado;
- grosor de 4 mm a 8 mm - doble filo sin bordes;
- de 4 mm a 12 mm - costura simple con un procesamiento lateral;
- desde un borde de 12 mm se cortan desde dos lados, y las costuras hacen dos también.
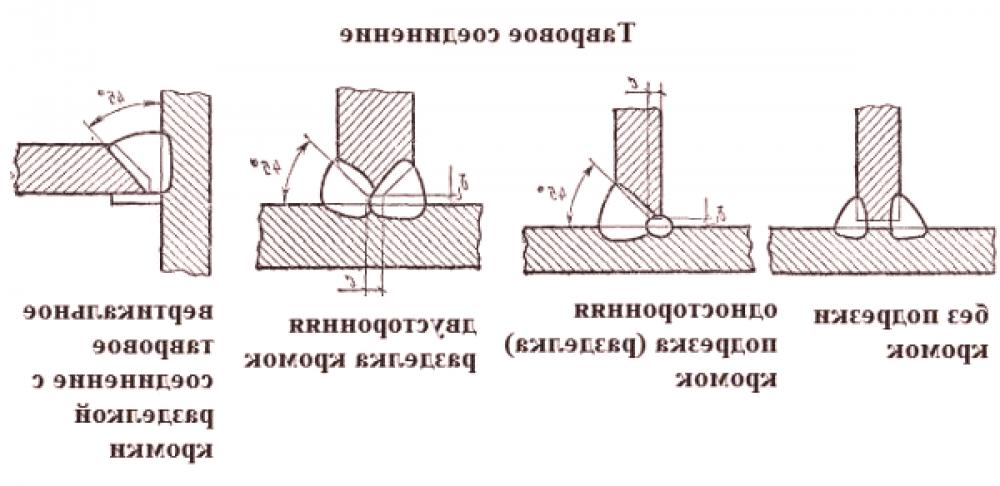
Tipos de uniones soldadas: conexión tauro con el procesamiento (circuncisión) de los bordes y sin
La costura angular se puede considerar como parte del Tauro. Las recomendaciones aquí son exactamente las mismas: el metal delgado se puede soldar sin bordes, para el mayor grosor es necesario quitar la pieza de uno o dos lados.
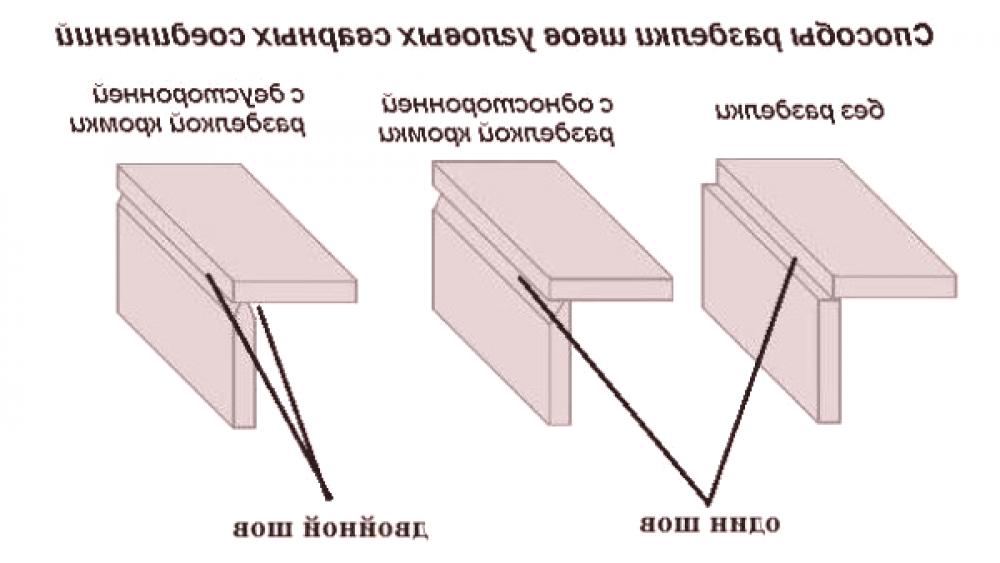
Cómo preparar metal para una conexión de esquina (con una o dos costuras)
Las juntas de ángulo y de cola a veces tienen que cocinarse en ambos lados (dos costuras). Para cocinar adecuadamente esta sutura, las partes se giran de modo que los planos de metal estén en el mismo ángulo. En la foto de esta manera está firmado "en el barco". Es más fácil calcular el movimiento del electrodo, especialmente el recién llegado a la soldadura.
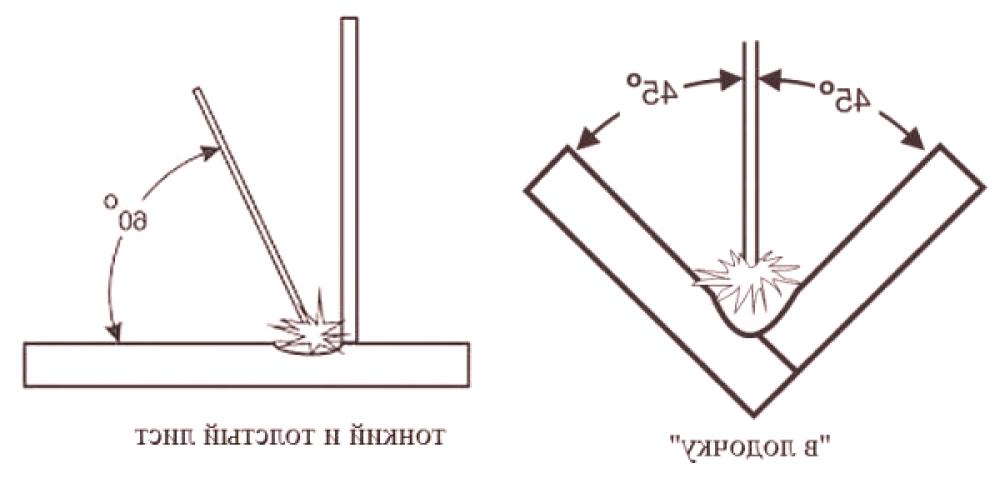
Cómo cocinar una costura: "en una lanzadera" y cuando se conectan metales de diferente espesor
Al conectar un metal delgado y grueso, el ángulo de inclinación del electrodo debe ser diferente, aproximadamente 60 ° a una parte más gruesa. En esta situación, la mayor parte del calor deberá estar sobre él, el metal fino no se quema, lo que puede ocurrir si el ángulo de inclinación es de 45 °.
Soldadura de juntas de esquina
Cuando se sueldan juntas angulares, es necesario controlar el estado y el movimiento del electrodo. Debes tener una costura con relleno uniforme. Es más fácil darse cuenta de esto si coloca los detalles para la soldadura en la lanzadera, pero no siempre es así.
Si el plano inferior es horizontal, a menudo resulta que en el plano vertical, así como en la esquina del metal es pequeño: se apila hacia abajo. Esto sucede si el electrodo está en la parte superior del ángulo durante menos tiempo que sus superficies laterales. El movimiento de la punta del electrodo debe ser uniforme. El segundo motivo es el diámetro del electrodo demasiado grande, que no permite bajar por debajo y calentar el lugar de la articulación.
Para evitar este defecto, el arco se calienta en una superficie horizontal (en el punto "A"), moviendo el electrodo aSuperficie vertical, luego girarla en un movimiento circular. Cuando el electrodo está por encima de la puntada, tiene una pendiente de 45 °, a medida que se mueve hacia arriba, el ángulo disminuye ligeramente (la imagen en la imagen de la izquierda), al moverse hacia una superficie horizontal, el ángulo aumenta. Con tal técnica, la costura se llenará de manera uniforme.
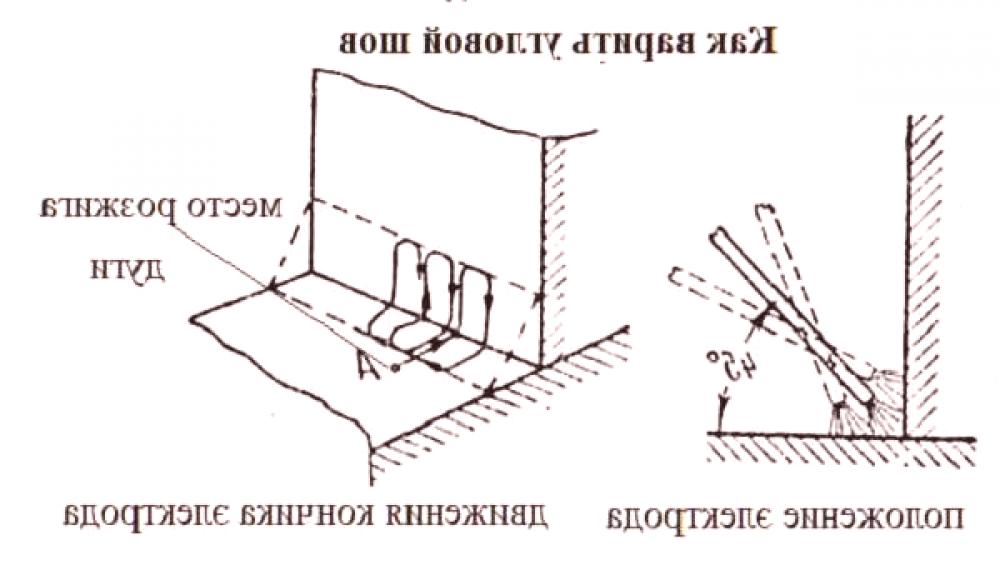
Soldadura de la costura de la esquina - posición y movimiento del electrodo
Al soldar conexiones angulares, vigile que el momento de encontrar el electrodo en los tres puntos (en los lados y en el centro) sea el mismo.
Acerca de la elección de electrodos para soldadoras inversoras, lea aquí.
Situación en el espacio
Además de los diferentes tipos de juntas, las juntas pueden estar separadas de manera diferente. Están en la posición más baja. Para el soldador es el más cómodo. Es más fácil controlar un baño soldado. Todas las demás disposiciones (costura horizontal, vertical y de techo) requieren cierto conocimiento de la tecnología de soldadura (sobre cómo cocinar dichas juntas, lea a continuación).
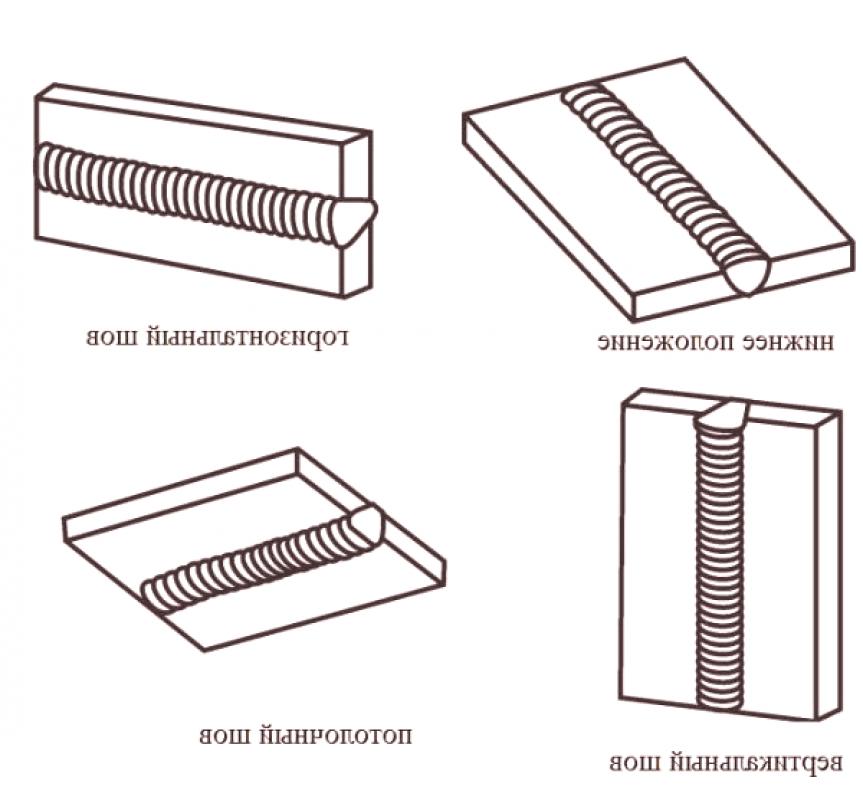
Tipos de soldaduras en posición en el espacio: vertical vertical, techo
Cómo cocinar una costura
Al soldar en la posición inferior, no surgen dificultades incluso al comienzo de la soldadora. Pero todas las demás disposiciones requieren conocimiento de la tecnología. Cada puesto tiene sus propias recomendaciones. La técnica de realizar soldaduras de cada tipo se considera a continuación.
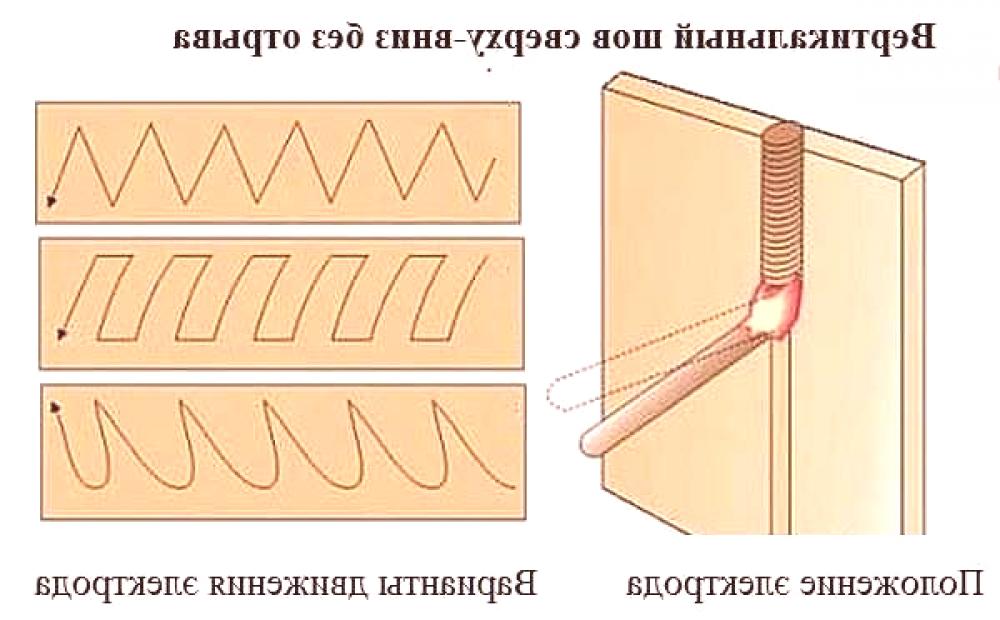
Soldadura de juntas verticales
Al soldar piezas que están en posición vertical, el metal fundido es bajo la acción de la fuerza.la gravedad se desliza hacia abajo. Para evitar que caigan gotas, use un arco más corto (la punta del electrodo está más cerca del baño soldado). Algunos maestros, si están permitidos por electrodos (no se pegan), generalmente se apoyan en la pieza.
La preparación del metal (procesamiento de los bordes) se realiza de acuerdo con el tipo de conexión y el espesor de las piezas soldadas. Luego se fijan en una posición determinada, se conectan con unos pocos centímetros cortos de puntos de cruz cortos - "embragues". Estos puntos no permiten el desplazamiento de las piezas.
La costura vertical se puede cocinar de arriba a abajo o de abajo hacia arriba. Es más conveniente trabajar desde abajo hacia arriba: este arco empuja el baño soldado hacia arriba, evitando que baje hacia abajo. Es más fácil hacer una costura de calidad.
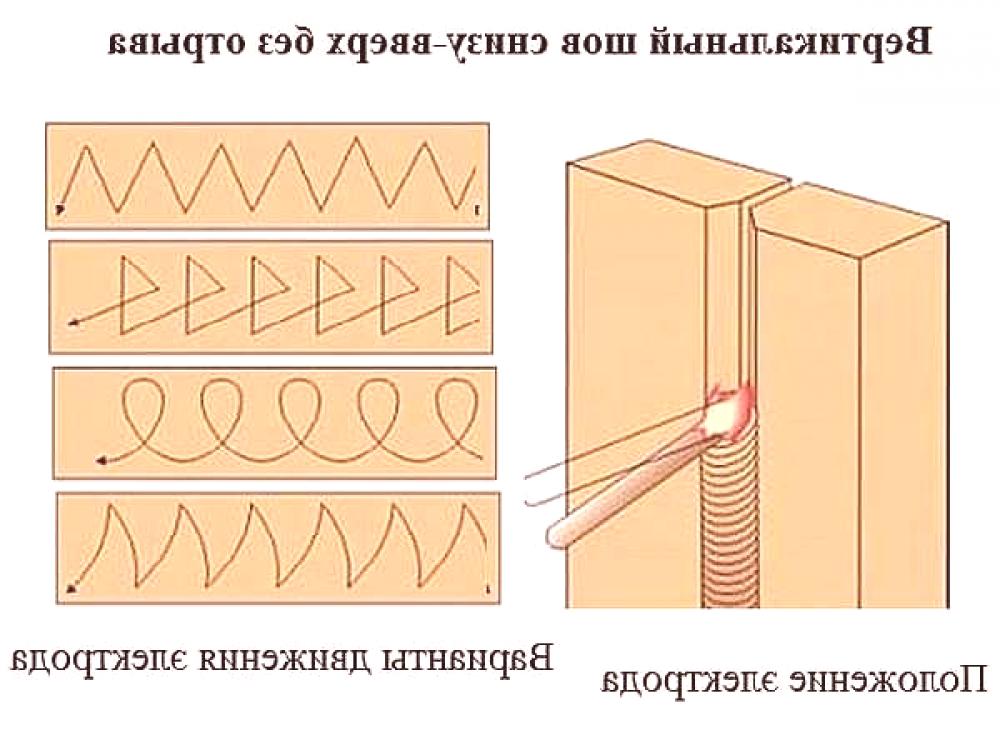
Cómo cocinar una costura vertical de abajo hacia arriba: la posición del electrodo y los posibles movimientos
Este video muestra cómo cocinar correctamente una puntada vertical soldando con el movimiento del electrodo desde la parte inferior hasta la parte superior sin interrupción. También se demostró la técnica de un rodillo corto. En este caso, el movimiento del electrodo ocurre solo hacia arriba y hacia abajo, sin desplazamiento horizontal, la costura se vuelve casi plana.
Es posible realizar la conexión de partes en posición vertical con la separación del arco. Para los soldadores principiantes, esto puede ser más conveniente: durante el espacio, el metal tiene tiempo de enfriarse. Con este método, incluso puede doblar el electrodo en el estante del cráter soldado. Es tan fácil El patrón de movimientos es prácticamente el mismo que sin interrupción: de lado a lado, con bucles o "rodillo corto" - arriba y abajo.
Cómo cocinarCostura vertical sin costura ver el siguiente video. Este video tutorial muestra el efecto de la fuerza actual en la forma de una costura. En el caso general, la corriente debe ser de 5-10 A menos que la recomendada para este tipo de electrodo y espesor del metal. Pero, como se muestra en el video, no siempre es justo y se determina experimentalmente.
A veces la costura vertical se cocina de arriba a abajo. En este caso, si se enciende el arco, mantenga el electrodo perpendicular a las superficies soldadas. Después de la ignición en tal posición, caliente el metal, luego baje el electrodo y cocine en tal posición. La soldadura de la costura vertical de arriba a abajo no es muy conveniente, requiere un buen control del baño soldado, pero de esta manera se pueden lograr buenos resultados.
Cómo cocinar una costura vertical con soldadura eléctrica de arriba a abajo: la posición del electrodo y el movimiento de su punta
Cómo cocinar una costura horizontal
La costura horizontal en el plano vertical se puede llevar de izquierda a derecha y de izquierda a derecha. No hay diferencia, para quien es más conveniente, él lo cocina así. Al igual que con la soldadura de una costura vertical, el baño pisará hacia abajo. Por lo tanto, el ángulo del electrodo es bastante grande. Se selecciona en función de la velocidad y los parámetros actuales. Lo principal es mantener el baño en su lugar.
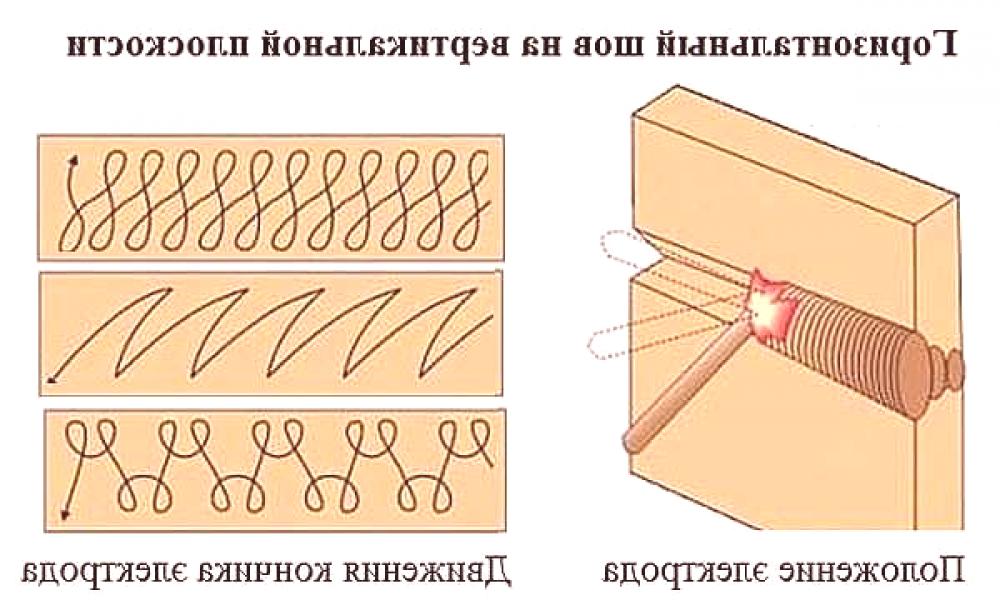
Soldadura de uniones horizontales: posición y movimiento del electrodo
Si el metal se drena hacia abajo, aumente la velocidad de movimiento, calentando menos el metal. Otra forma es hacer la lágrima. Para estos intervalos cortos, el metal se enfría ligeramente y no sale. Tu tambien puedesreducir ligeramente la fuerza actual. Solo aplique todos estos pasos en etapas, y no todos a la vez.
El video muestra cómo soldar correctamente el metal en una posición horizontal. La segunda parte del rodillo sobre costuras verticales.
Costura de techo
Este tipo de conexión soldada es la más complicada. Requiere alta artesanía y buen control del baño soldado. Para realizar esta costura, el electrodo se mantiene en ángulo recto con el techo. Arco corto, la velocidad es constante. Realizar movimientos principalmente circulares, extender la costura.
Limpieza de soldaduras
Después de la soldadura en la superficie del metal hay salpicaduras de escamas, gotas de metal y escoria. La costura en sí misma suele ser convexa, sobresaliendo de la superficie. Todas estas desventajas se pueden eliminar: limpiar.
Limpie las soldaduras después de la soldadura paso a paso. En la primera etapa, utilizando un cincel y un martillo, la escala y la escoria de la superficie se derriban. En el segundo, si es necesario, compara la puntada. Aquí necesitas una herramienta: búlgara, equipada con una muela en el metal. Dependiendo de cuán suave sea la superficie que se va a usar, se utilizan diferentes granos abrasivos.
A veces, durante la soldadura de metales plásticos, es necesario cebar - recubrir una soldadura con una capa delgada de estaño fundido.
Defectos en soldaduras
Al comienzo de los soldadores, a menudo cuando se realizan costuras, hay errores que conducen a defectos. Algunos de ellos son críticos, otros no. En cualquier caso, es importante poder identificar el error para corregirlo más tarde. Lo mas comunEntre los defectos de los novatos, el ancho desigual de la costura y su relleno desigual. Esto se debe a movimientos irregulares de la punta del electrodo, cambios en la velocidad y amplitud de los movimientos. A medida que aumenta la experiencia, estas desventajas son cada vez menos notables, después de un tiempo desaparecen por completo.
Otros errores: al elegir la intensidad actual y el valor del arco, puede determinar la forma de la costura. En palabras para describirlos difíciles, más fáciles de retratar. La foto de abajo muestra los principales defectos del formulario: los cortes y el relleno desigual, las razones que los causaron.
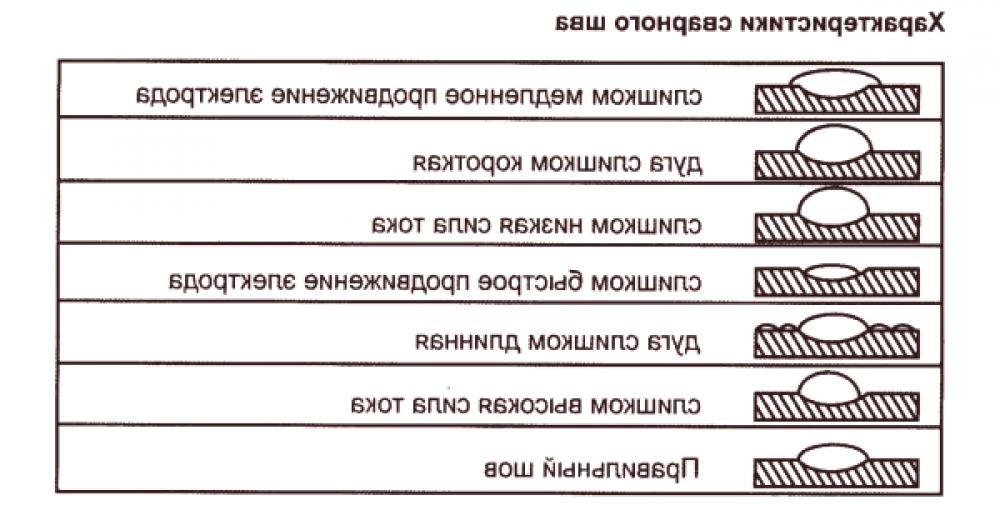
Errores que pueden ocurrir durante la soldadura
Neprovari
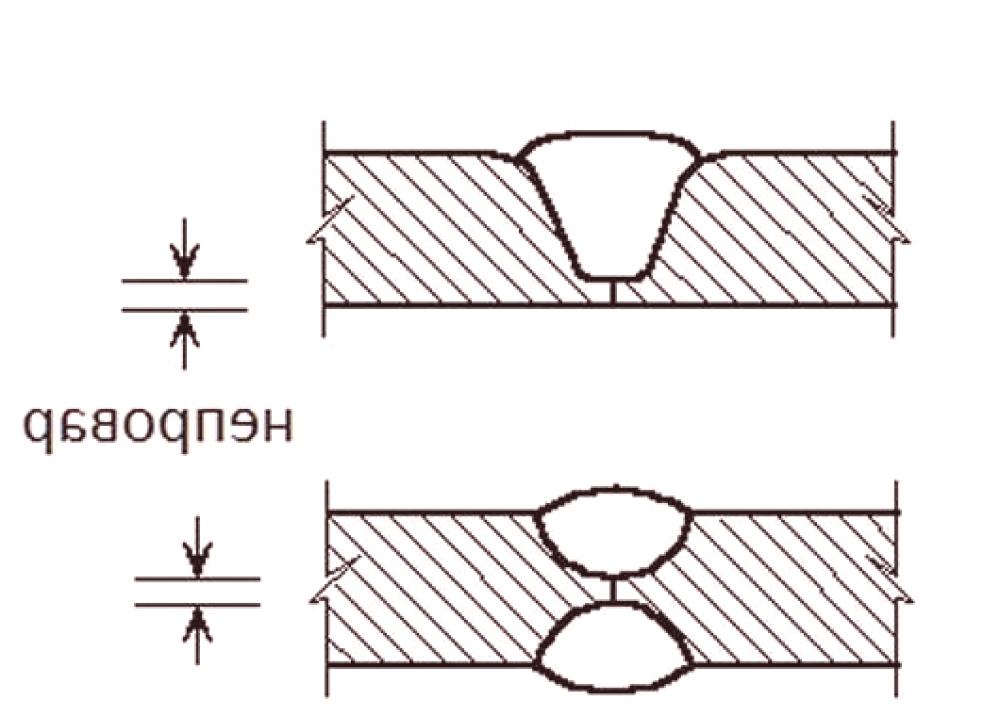
Uno de los errores cometidos por los soldadores principiantes es que no están procesados
Este defecto consiste en el llenado incompleto de la junta de las partes. Esta desventaja debe corregirse, ya que afecta la resistencia de la conexión. Causas principales:
- corriente de soldadura insuficiente;
- alta velocidad;
- Preparación insuficiente de los bordes (para soldadura de metales gruesos).
Se elimina ajustando la corriente y reduciendo la longitud del arco. Habiendo seleccionado todos los parámetros correctamente, se ven privados de tal fenómeno.
Acerca de la elección del soldador inversor para el hogar y la casa de campo, lea aquí.
Recortar
Este defecto es una ranura a lo largo de la costura de metal. Suele surgir con un arco demasiado largo. La costura se ensancha, la temperatura del arco para calentar no es suficiente. El metal se adhiere rápidamente a los bordes, formando estos surcos. "Tratada" por arco más corto o corrección de la intensidad de corriente enlado mas grande
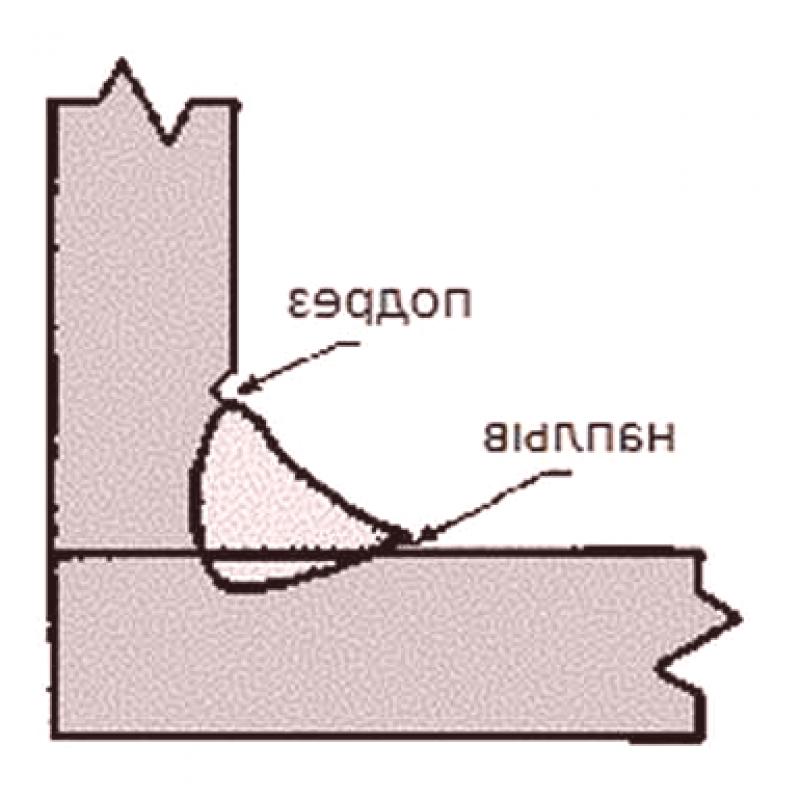
Recortar en una conexión de esquina
En el caso de una conexión de esquina o domador, el cortador se forma debido al hecho de que el electrodo está más orientado hacia el plano vertical. Luego, el metal fluye hacia abajo, nuevamente se forma una ranura, pero por otra razón: demasiado calentamiento de la parte vertical de la costura. Se elimina al disminuir la intensidad de la corriente y /o acortar el arco.
Quema
Este es un agujero pasante en una costura soldada. Razones principales:
- corriente de soldadura demasiado grande;
- velocidad insuficiente;
- espacio demasiado grande entre los bordes.

Así es como se suelda la costura cuando se suelda
Los métodos de corrección son claros: intentamos encontrar el modo de soldadura óptimo y la velocidad del movimiento del electrodo.
Poros y mareas
Los poros parecen pequeñas aberturas que se pueden agrupar en una cadena o dispersar por la superficie de la costura. Es un defecto inadmisible, ya que reduce significativamente la resistencia de la articulación.
Aparecen poros:
- en caso de protección insuficiente del baño soldado, cantidad excesiva de gases protectores (electrodos de baja calidad);
- durante la zona de soldadura, que desvía los gases de protección y el oxígeno entra en el metal fundido;
- en presencia de contaminaciones y óxido en el metal;
- Tratamiento insuficiente de los bordes.
Aparecen entradas al soldar con cables de succión en modos y parámetros de soldadura seleccionados incorrectamente. Son un metal estancado que no está conectado a la parte principal.
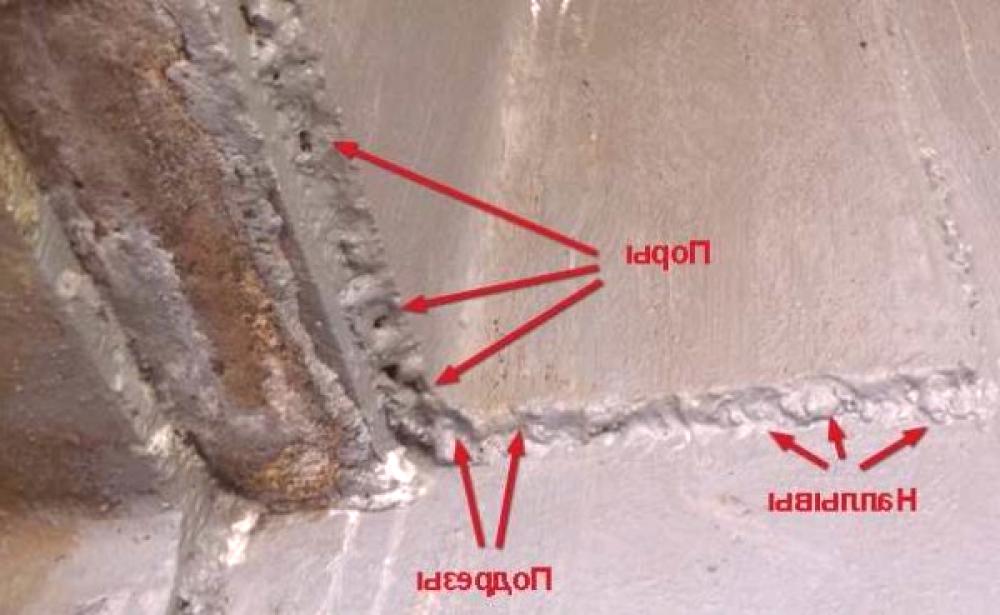
Principales defectos en soldaduras
Grietas frías y calientes
Aparecen grietas en el proceso de enfriamiento del metal. Puede ser dirigido a lo largo o a través de la costura. El frío aparece ya en una costura fría en los casos en que la carga para este tipo de costura es demasiado grande. Las grietas frías conducen a la destrucción de uniones soldadas. Estas desventajas son tratadas solamente por soldadura de nuevo. Si hay demasiadas desventajas, la costura se corta y se vuelve a imponer.
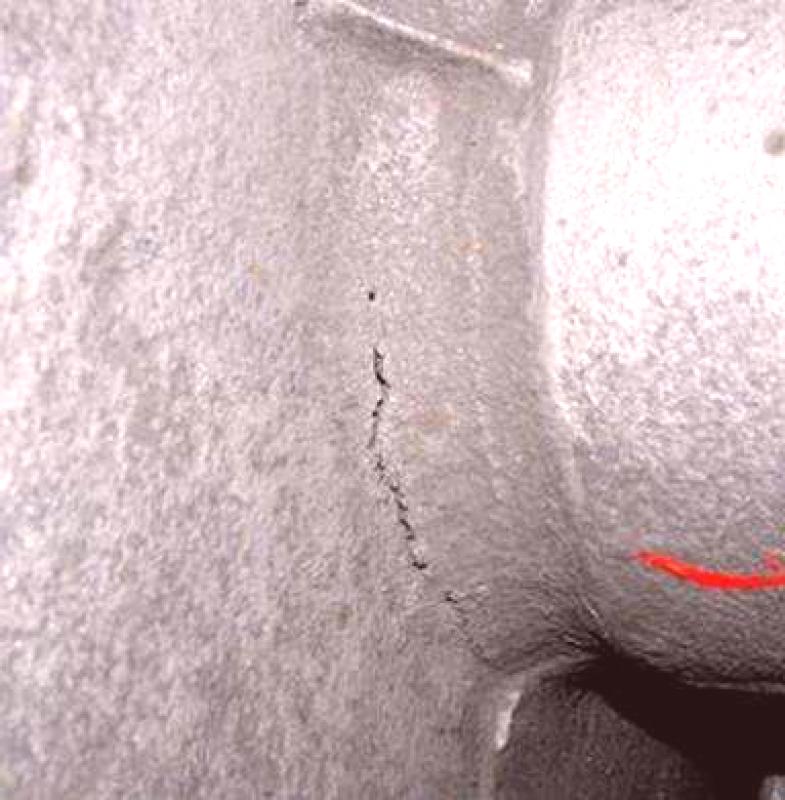
Las grietas frías conducen a la destrucción del producto
La técnica de soldadura por inversión de aparatos se describe aquí.